Core Technology
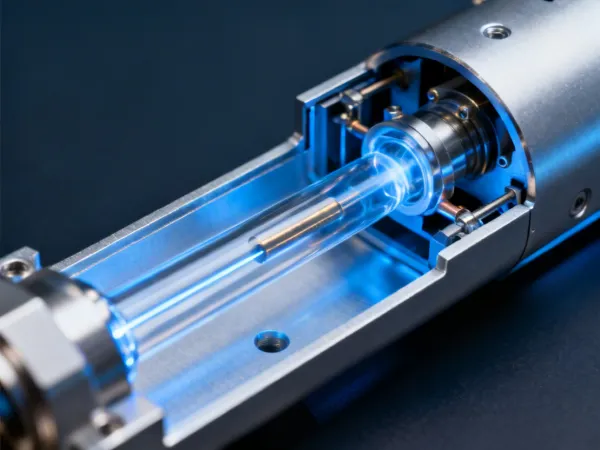
CO2 Laser Sources
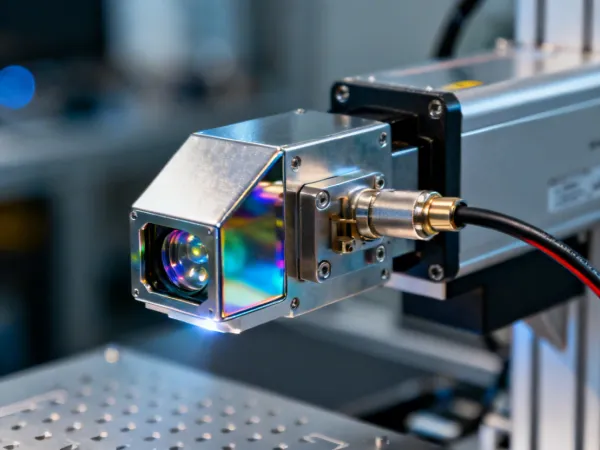
Trotec employs sealed CO2 laser tubes operating at 10.6 micrometers wavelength, the optimal absorption band for organic materials. Our sources maintain beam quality (M-squared below 1.2) throughout their rated lifetime of 20,000+ operating hours, minimizing focal spot drift and ensuring consistent processing results over extended production campaigns.
10.6 μm
Wavelength
20,000+ hrs
Source Lifetime
< 1.2 M²
Beam Quality
Limitation: CO2 lasers cannot process bare metals without surface coatings. For direct metal marking, our fiber laser platform (1064nm) is the appropriate solution.